臺達機電產(chǎn)品在高速并條機的應(yīng)用(圖)
2006/4/8 14:40:38
中達電通股份有限公司 供稿
摘要:闡述高速并條機原理,臺達PLC,人機控制,高速并條機的工藝設(shè)計要求和程序概要。
關(guān)鍵詞:PLC 高速計數(shù) 條桿檢測 歷史警報
Abstract: It explained the working principle of high speed drawing frame and requirements of processing design as well as program outline of Delta PLC, Human-machine control and high speed drawing frame.
Key words: PLC High speed counting Bar testing History alarms
1 前言
棉紡工序關(guān)鍵-并條機能適應(yīng)純棉紡、棉型化纖及中長纖維的純紡與混紡等多種工藝的并合牽伸,以提高棉條長片段均勻度及纖維的伸直平行,使不同質(zhì)量的纖維在棉條中的混合更均勻。可用于精梳后一道并條,縮短了流程,具有較好的熟條質(zhì)量,尤其是降低重量不勻率,改善條干CV值均有明顯效果,其質(zhì)量指標能達到相關(guān)烏斯特統(tǒng)計值25%水平。
國產(chǎn)新型高速并條機設(shè)計速度在600-800m/min或以上,實開車速應(yīng)達到400m/min,國產(chǎn)新型高速并條機大多為雙眼,單眼并條機已研制成功。

2 傳動系統(tǒng)
2.1主電機可為雙速電機,大多均為變頻電機,其調(diào)速方便、準確,啟動平穩(wěn),開速時間可調(diào)且節(jié)電效果明顯。一般電機帶電磁制動,制動過程平穩(wěn)可靠,制動時間≤0.3秒。
2.2牽引系統(tǒng)均用同步齒形帶、導(dǎo)條羅拉采用平皮帶傳動,減少了傳動級數(shù),提高了傳動精確性、柔韌性和可靠性,穩(wěn)定了牽伸效果,降低了噪聲,能消除由于開關(guān)車造成的粗細節(jié),給紡紗質(zhì)量提供了保證。
2.3主傳動齒輪普遍采用斜齒,提高了齒面精度,并置于車頭齒輪箱內(nèi),實行油浴,減少了保養(yǎng)時間,控制了噪聲,增加了使用壽命。
3牽伸機構(gòu)
3.1牽伸形式。曲線牽伸形式使條子質(zhì)量進一步提高。
(1)三上三下壓力棒上托式曲線牽伸,其機構(gòu)最為簡單,車面占用面積最少,羅拉隔距調(diào)節(jié)余地大,雖能適應(yīng)并條機的高速和質(zhì)量要求,但是中羅拉膠輥既是后區(qū)的牽伸輥又是前區(qū)的握持輥,其工作條件和受力狀態(tài)不易穩(wěn)定,牽伸作用受到一定局限性。
(2)三上三下壓力棒加導(dǎo)向輥曲線牽伸,該牽伸形式是在三上三下牽伸機構(gòu)上在前上羅拉前加裝一根與前膠輥同為Φ36mm的膠輥,其與前羅拉中心距為34.01mm,為此,該機型前羅拉直徑由35mm增大為4.5mm,使導(dǎo)向輥的安裝較為寬舒,并能獲得較高的出條速度。導(dǎo)向輥能較好地改變輸出條子方向,由與喇叭口軸線相差90°減小到30°以下,利于高速條子順利通過喇叭口,縮短了輸出距離,減少了機前涌頭現(xiàn)象和意外牽伸,還有利于高速牽伸的穩(wěn)定。
(3)四上四下壓力棒曲線牽伸,是在三上三下的基礎(chǔ)上增加一根羅拉和膠輥,從而形成三個區(qū)域,其后區(qū)為低牽伸區(qū),前區(qū)為主牽伸區(qū),而中區(qū)為微張力牽伸區(qū)。這種設(shè)計改善了前區(qū)的后膠輥和后區(qū)的前膠輥的工作條件,使前區(qū)的后膠輥主要起握住作用,后區(qū)的前膠輥主要起牽伸作用,使牽伸過程中的受力狀態(tài)較為合理,可獲得較好的握持效果,利于穩(wěn)定條干質(zhì)量。
(4)四上四下壓力棒加導(dǎo)向輥曲線牽伸,是在前膠輥前加裝一根相同直徑34mm的膠輥作為導(dǎo)向輥,從而減小輸出條進入喇叭口的角度,該機設(shè)計5根上膠輥均為Φ34mm,四根羅拉同為Φ35mm,雖減少了規(guī)格和備件,方便了管理,但導(dǎo)向輥過于靠近前膠輥,其在前羅拉上的包圍弧較短,對高速輸出須條的控制有一些影響。
(5)牽伸形式特點比較。
·從提高牽伸過程穩(wěn)定性講,四上四下壓力棒曲線牽伸是獲得好評的形式之一。
·從并條機不斷提高設(shè)計速度講,如何穩(wěn)定條干質(zhì)量在較高的水平,選用當(dāng)前較適宜的牽伸形式則顯得更加重要。
·壓力棒的材質(zhì)、斷面幾何形狀、安裝位置、防塵、除塵等均為牽伸系統(tǒng)的重要組成部份,必須重視。
·導(dǎo)向輥是并條機在高速前提下出現(xiàn)的附加裝置,使用趨勢明顯。
3.2對羅拉的要求
(1)在牽伸機件中,前羅拉的實開線速度已達到400m/min的高速,其機械振動也會加大而產(chǎn)生機械波,影響牽伸握持的穩(wěn)定性,導(dǎo)致須條出現(xiàn)牽伸波,使條干質(zhì)量下降。
(2)羅拉聯(lián)接端面跳動及工作外圓跳動其制造應(yīng)<0.008mm的內(nèi)控標準,達到不出現(xiàn)機械波的要求。
(3)羅拉應(yīng)有較高的彎曲剛度和足夠的扭曲剛度其表面精度高、光潔度高、轉(zhuǎn)動要平穩(wěn)。
3.3加壓特點
加壓方式目前多數(shù)采用彈簧搖架,其結(jié)構(gòu)簡單、成本低、操作方便、易維護。。
3.4膠輥
膠輥是紡紗工程中最為重要的器材之一,在高速、重壓下運轉(zhuǎn),會產(chǎn)生靜電、溫升、中凹變形、易纏花等缺陷。
4自調(diào)勻整系統(tǒng)
4.1并條機勻整系統(tǒng)均采用開環(huán)式
即檢測在前,勻整在后。喂人部分檢測,國產(chǎn)機都采用凹凸羅拉,由位移傳感器將位移量轉(zhuǎn)變?yōu)殡娦盘栞斎胗嬎銠C中與設(shè)置的標準量比較,計算出差值并存儲,當(dāng)被測量的棉條到達變速點時,輸入信號經(jīng)計算機處理,調(diào)整伺服電機轉(zhuǎn)速,經(jīng)差速器與主機速度合成,控制牽伸系統(tǒng)變化,從而改變后(或前)區(qū)牽伸倍數(shù),修正了喂人條子的重量偏差。勻整的主要性能為勻整片段1.5cm;勻整精度±1%;勻整范圍±25%。
4.2棉條“在線”監(jiān)控
由圈條壓輥上方的監(jiān)測傳感器持續(xù)、準確、快速地測量輸出棉條的質(zhì)量經(jīng)計算機進行控制,并在面板顯示出條的質(zhì)量。勻整精度可達到≤l%,超限自動停機。DV2-AL采用國家專利鐘擺式壓輥羅拉搭配重量傳感器,控制和顯示輸出棉條質(zhì)量,達到勻整精度要求。
4.3雙眼并條機的自調(diào)勻整系統(tǒng)
采用二套勻整裝置,二眼分別進行有效控制。其勻整裝置可配瑞士烏斯特USG或國產(chǎn)航空總公司613所BYD,二者性能上均能滿足勻整范圍。
(1)控制一羅拉的主電動機是由一個由變頻器驅(qū)動的變頻電動機,這樣由PLC通過串行通信的方式對其進行速度控制,可根據(jù)需要實現(xiàn)起動的無級變速。
(2)二羅拉與三羅拉通過齒形帶相連,完成有著固定牽伸比的預(yù)牽伸,二羅拉由一個伺服電動機進行拖動,同時在一羅拉主軸上設(shè)置一個編碼器,該編碼器與拖動二羅拉的伺服電動機控制器相連,通過對該控制器的參數(shù)的設(shè)置,利用其電子齒輪的功能,使得無論一羅拉速度高低,二羅拉與一羅拉的牽伸比始終保持設(shè)定的一個比例關(guān)系。
(3)拖動二羅拉的伺服電動機由PLC通過一定的控制算法,經(jīng)過與控制器的串行通信實現(xiàn)其調(diào)速。
(4)凹凸檢測羅拉通過一個放大裝置,將位移放大,還安裝有一個位移傳感器。同時在檢測羅拉的旁邊放置一個脈沖信號發(fā)生器,當(dāng)檢測羅拉轉(zhuǎn)過一定的角度,即棉條經(jīng)過一定的位移后,發(fā)出一個脈沖,實現(xiàn)其定長檢測控制,克服以前定時檢測在速度不穩(wěn)定時,計算勻整延時困難的不足。脈沖信號發(fā)生器通過一個串口和PLC實現(xiàn)通信。
(5)在整個并條機的過程控制、故障診斷、紅外線自停及簡單的日常數(shù)據(jù)處理仍由PLC實現(xiàn),由PLC統(tǒng)一協(xié)調(diào)整個自調(diào)勻整系統(tǒng)。
勻整系統(tǒng)參見圖1。
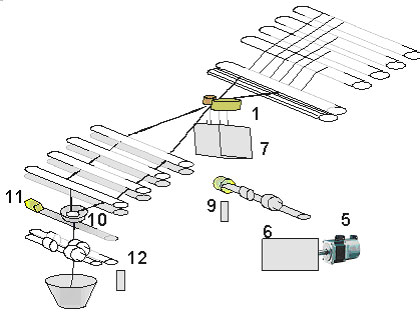
1.凹凸羅拉
5.伺服電機
6.齒輪箱
7.位移傳感器
8.轉(zhuǎn)速器
9.變速傳感器
10.喇叭口
11.前置放大器
12.壓輥速度傳感器
5、電氣控制系統(tǒng)分析與設(shè)計
5.1電氣控制選型
選用臺達可編程控制器PLC,觸摸屏控制,實現(xiàn)人機對話。觸控式控制面板能顯示相關(guān)運轉(zhuǎn)數(shù)值,能在運轉(zhuǎn)狀態(tài)下設(shè)定輸出速度,能對異常警報斷電記憶,方便管理。方便調(diào)整及檢測。采用變頻調(diào)速,減少皮帶輪變換,解決開關(guān)車時瞬間條干惡化。
在牽伸機件中,前羅拉控制采用5.5KW變頻器;電磁剎車方式;
吸風(fēng)電機:0.75KW.一般直接驅(qū)動無須變頻器,啟動可能有一定的噪音.
后羅拉控制,大多設(shè)備并無控制,前后羅拉位置相對固定,需要機械調(diào)整羅拉支架滑塊.現(xiàn)在也有在后羅拉處用一顆1KW伺服控制后羅拉的位置,增加1個旋編檢測位置.
5.2自動換桶
自動換桶并條機提高自動化程度能減輕操作工的勞動強度,普遍采用定長,主機停車,積極式斷條,換桶電機啟動經(jīng)機械傳遞回轉(zhuǎn)推桿。推出滿桶,送進空桶并定位,主機啟動后完成換桶過程。
滿桶后,圈條盤出口自動定位,主機停車,依次換桶電機啟動帶動弧形推桶板推出滿桶、斷條、推桶板退回;轉(zhuǎn)臂電機啟動使轉(zhuǎn)臂向下旋轉(zhuǎn)90°;推動電機再啟動,通過轉(zhuǎn)臂將滿桶繼續(xù)外推;補桶電機通過傳動由撥盤將空桶送至預(yù)定位置,撥盤退回;推動電機經(jīng)轉(zhuǎn)臂將空桶拉到底盤上;轉(zhuǎn)臂電機使轉(zhuǎn)臂上旋90°,最后主電機啟動。完成全部換桶過程只需30多秒。該過程由PLC控制,保證了換桶的可靠性。
5.3潔與吸風(fēng)
(1)上清潔形式有回轉(zhuǎn)絨套、金屬鋼棒、浮動清潔棒、清潔桿等。通過上吸風(fēng)將其聚集的花衣吸人棉箱,達到清潔上羅拉的要求。
(2)下清潔形式有丁晴刮圈、單皮圈往復(fù)、橡皮片等,并通過下吸風(fēng)口將花衣吸入風(fēng)箱,能有效的除去棉條中的雜塵。
(3)吸風(fēng)裝置均獨立設(shè)計、使用,自成系統(tǒng),配備1.5KW左右的2級電機,提高了傳動的可靠性。吸棉箱設(shè)計有積極式自動剝棉裝置,并附有貯棉倉;FA311增加刮棉箱;也有采用渦流排風(fēng)方式。均使金屬過濾網(wǎng)表面不積花衣和粉塵,達到氣流暢通,滿足吸風(fēng)要求。
5.4喂入與自停
(1)導(dǎo)條方式多數(shù)機型采用高架積極式,高度可調(diào)。導(dǎo)條羅拉已由一端支撐發(fā)展為雙支撐,減少振動、適應(yīng)高速。導(dǎo)條羅拉由鍍鉻光面向鋁合金溝槽發(fā)展,精度提高,重量減輕。
(2)電氣自停已逐步被光電自停替代,光電從二路自停向多路自停發(fā)展。采用光電與八路檢測雙保險,能保證斷條、缺條立即停車。
繞皮輥、涌頭、壓輥繞花、滿桶等均設(shè)計有自停裝置,罩殼設(shè)有安全連鎖機構(gòu),同時用相應(yīng)的有色燈顯示,方便操作處置。
FA311F 型高速并條機綜合國內(nèi)外同類型的優(yōu)點,主電機采用變頻調(diào)速器,該機采用先進的觸摸式人機界面,動作控制和數(shù)據(jù)計算采用PLC控制,變頻器頻率給定也通過通訊方式,進行工藝參數(shù)設(shè)置和編程.主牽伸形式采用四上四下附導(dǎo)向皮輥牽伸形式,上清潔可先用浮動金屬棒裝置,工作穩(wěn)定可靠,適紡纖維品種廣泛,輸出速度可達 600-800M/min 。
主電機采用變頻調(diào)速,起動平穩(wěn)。可編程控器( PLC )與人機界面聯(lián)為一體,完成該機的邏輯控制與故障診斷功能。抗干擾能力強,運轉(zhuǎn)可靠.通過觸摸式人機界面,可方便設(shè)定各種工藝參數(shù)。
5.5工藝計算
(1)產(chǎn)量計算
壓輥輸出速度(米/分)
V=∏×d×n×D0/(1000×d0)
其中:n-主電機轉(zhuǎn)速
d—壓輥直徑
D0:電機皮帶輪直徑
d0:壓輥傳動軸皮帶輪直徑
理論產(chǎn)量:
Q0=2*60V*Q/5000=0.024VQ(公斤/臺時)
QL0=2*60V/1000=0.012V(千米/臺時)
(2)張力牽引
給棉羅拉~導(dǎo)條羅拉張力=51*70*27/50*28*I
I---給棉張力壓
后羅拉~給棉羅拉間張力牽引=77*35/54*51
壓輥~前羅拉張力牽引=27*51/39*35
圈條盤~壓輥張力牽引=COI DIA*24*15*D*39/51*55*22*39*57-1/COIL NO
其中:
D---圈條張力牙
COIDIA—圈繞直徑
COIL NO---圈繞數(shù)
(3)系統(tǒng)框圖(圖2)
典型的臺達機電產(chǎn)品套餐,具體配置為:
PLC:DVP24ES00R2
HMI:DOPA57GSTD
AMD:VFD055M43A
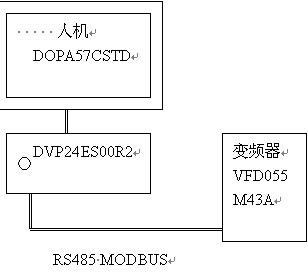
圖2 系統(tǒng)框圖
可編程控制器選用臺達DVP24ES00R2
該機種為臺達標準功能主機,具有以下特點: 2個通訊口,內(nèi)建高速輸入/輸出,•30KHz高速計數(shù)器、20KHz脈波輸出,豐富的指令,功能強大,超穩(wěn)定的電氣特性,最佳性價比。
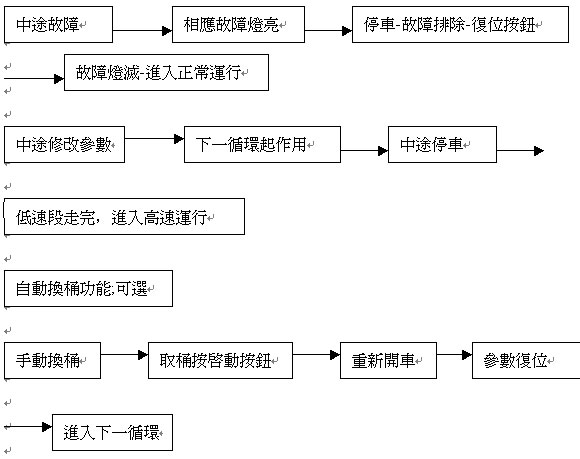
程序動作流程:
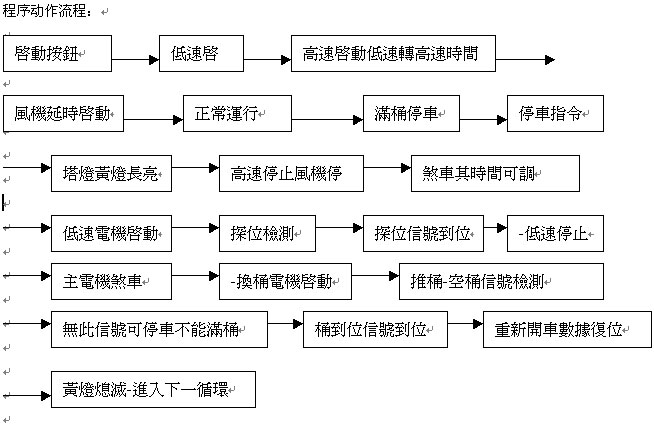
中途故障情;
5.7電氣原理設(shè)計
(1)電氣原理設(shè)計參見圖3。
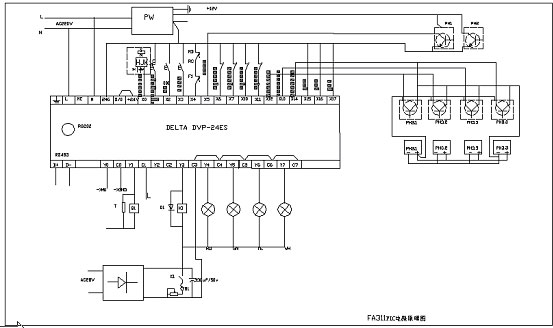
圖3 電氣原理設(shè)計
(2)PLC的I/O表
輸入地址:
X0 轉(zhuǎn)速脈沖 X1 停止/復(fù)位
X2 啟動按鈕 X3 機后復(fù)位
X4 熱保護 X5 擁花
X6 羅拉纏綿1 X7 羅拉纏綿2
X10 羅拉纏綿3 X11 羅拉纏綿4
X12 機后斷條前 X13 機后斷條中
X14 機后斷條后 X15 安全門(左)
X16 安全門(中) X17 安全門(右)
X20 桶到位 X21 探位檢測
X22 后備桶左 X23 后備桶右
輸出地址:
Y0 主電機 Y1 吸風(fēng)電機
Y3 剎車 Y4 紅燈
Y5 綠燈 Y6 黃燈
Y7 白燈
5.8人機界面設(shè)計
(1)采用臺達DOPA57GSTD
·ARM9 CPU, 202.8Hz
·320 * 240 畫素
·圖形 & 文字顯示
4 個功能鍵
·3M Flash Memory存放應(yīng)用、宏、配方及系統(tǒng)數(shù)據(jù)系統(tǒng)占用1M、配方最大容量64K
·256K bytes SRAM存放歷史數(shù)據(jù)240K、警報數(shù)據(jù)8K
·2個串行通訊端口
·USB 1.1 高速下載規(guī)劃程序
·支援SMC卡
·輸入電壓直流24V
·觸控屏幕符合IP65規(guī)格
(2)人機與PLC通訊采用rs232 com1,modbus ASCII/9600/7/1/even mode
人機觸模屏上顯示出條長度,出條速度,班產(chǎn),單桶長度等, 設(shè)定速度和時間,可以設(shè)定4個班次,進行產(chǎn)量統(tǒng)計,監(jiān)控系統(tǒng)狀態(tài),實時報警;
具體規(guī)劃如下
(3)主畫面
單筒定長:顯示當(dāng)前滿筒設(shè)定長度。
剩余長度:顯示當(dāng)前單筒運行剩余長度(單通倒計數(shù))。
運行長度:顯示當(dāng)前單筒運行實際長度(單筒正計數(shù))。
右邊班產(chǎn):顯示當(dāng)前班實時累計產(chǎn)量。總產(chǎn)顯示四班當(dāng)前實時累計產(chǎn)量之和。
主畫面下方有一橫行觸摸按鍵任務(wù)欄,從左到右分別是監(jiān)控,設(shè)定,班次,警報,I/O,維護共六個觸摸子菜單,分別按下該觸摸鍵進入各自功能。右邊還有強制換筒鍵。
右上方顯示日期和時間。
(4)監(jiān)控畫面
按一下監(jiān)控鍵進入下面監(jiān)控屏畫面,按回主畫面鍵返回主屏。此畫面直觀模擬顯示并條機整體運行狀態(tài)。故障點的燈白表示正常,灰色表示故障該點處理。

斷條指示燈亮表示喂入斷條故障。
纏綿后有四個指示燈分別對應(yīng)搖架自停微動開關(guān)S4-S7,當(dāng)哪一個搖架自停臂因纏繞上下羅拉而抬起時,對應(yīng)指示燈亮。便于故障處理。
擁花指示燈常亮表示機前擁花或堵斜管。
滿筒指示燈常亮表示正常滿筒停車。閃亮表示超定長引起停機。
門開關(guān)三個指示燈分別表示左門,中門,右門,如果哪個門打開,對應(yīng)指示燈變亮表示故障。
熱保護指示燈亮表示變頻器故障或風(fēng)機熱保護,不亮表示正常。
主電機和風(fēng)機指示燈亮分別表示主電機和風(fēng)機正在運行。不亮表示沒有運行。
此屏塔燈指示燈狀態(tài)表示和車頭塔燈指示燈狀態(tài)一致,表示相同狀態(tài)。功能如下:
·紅燈 常亮:表示纏繞上下羅拉;
閃亮:表示機前擁花或堵集棉器和斜管;
·綠燈 常亮:表示機后斷條;
閃亮:表示無備用空桶(自動換筒用);
·黃燈 常亮:表示正常滿桶停機;
閃亮:表示超定長引起停機;
·白燈 常亮:表示正常處于待機狀態(tài);
閃亮: 表示安全門未關(guān)閉好;
·紅燈和綠燈同時閃亮:表示該機風(fēng)機熱保護動作或變頻器故障,請找電工查明原因,若屬變頻器故障請斷電停三分鐘后再送電,故障可能復(fù)位。若不能復(fù)位,請找專家排除。
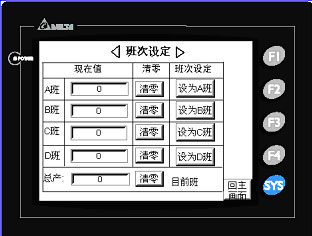
班產(chǎn)畫面.
6總結(jié)
系統(tǒng)以前使用單板機控制,數(shù)碼顯示,系統(tǒng)操作界面麻煩,電路不穩(wěn)定經(jīng)常更換電路板。現(xiàn)在應(yīng)用臺達的人機界面,ES系列可編程控制器,變頻器,編碼器在并條機控制均有高性能的表現(xiàn),也體現(xiàn)了在OEM上臺達的優(yōu)勢, 貯存和顯示內(nèi)容廣泛,自調(diào)勻整,張力控制,輕松實現(xiàn)系統(tǒng)功能。
關(guān)鍵詞:PLC 高速計數(shù) 條桿檢測 歷史警報
Abstract: It explained the working principle of high speed drawing frame and requirements of processing design as well as program outline of Delta PLC, Human-machine control and high speed drawing frame.
Key words: PLC High speed counting Bar testing History alarms
1 前言
棉紡工序關(guān)鍵-并條機能適應(yīng)純棉紡、棉型化纖及中長纖維的純紡與混紡等多種工藝的并合牽伸,以提高棉條長片段均勻度及纖維的伸直平行,使不同質(zhì)量的纖維在棉條中的混合更均勻。可用于精梳后一道并條,縮短了流程,具有較好的熟條質(zhì)量,尤其是降低重量不勻率,改善條干CV值均有明顯效果,其質(zhì)量指標能達到相關(guān)烏斯特統(tǒng)計值25%水平。
國產(chǎn)新型高速并條機設(shè)計速度在600-800m/min或以上,實開車速應(yīng)達到400m/min,國產(chǎn)新型高速并條機大多為雙眼,單眼并條機已研制成功。
2 傳動系統(tǒng)
2.1主電機可為雙速電機,大多均為變頻電機,其調(diào)速方便、準確,啟動平穩(wěn),開速時間可調(diào)且節(jié)電效果明顯。一般電機帶電磁制動,制動過程平穩(wěn)可靠,制動時間≤0.3秒。
2.2牽引系統(tǒng)均用同步齒形帶、導(dǎo)條羅拉采用平皮帶傳動,減少了傳動級數(shù),提高了傳動精確性、柔韌性和可靠性,穩(wěn)定了牽伸效果,降低了噪聲,能消除由于開關(guān)車造成的粗細節(jié),給紡紗質(zhì)量提供了保證。
2.3主傳動齒輪普遍采用斜齒,提高了齒面精度,并置于車頭齒輪箱內(nèi),實行油浴,減少了保養(yǎng)時間,控制了噪聲,增加了使用壽命。
3牽伸機構(gòu)
3.1牽伸形式。曲線牽伸形式使條子質(zhì)量進一步提高。
(1)三上三下壓力棒上托式曲線牽伸,其機構(gòu)最為簡單,車面占用面積最少,羅拉隔距調(diào)節(jié)余地大,雖能適應(yīng)并條機的高速和質(zhì)量要求,但是中羅拉膠輥既是后區(qū)的牽伸輥又是前區(qū)的握持輥,其工作條件和受力狀態(tài)不易穩(wěn)定,牽伸作用受到一定局限性。
(2)三上三下壓力棒加導(dǎo)向輥曲線牽伸,該牽伸形式是在三上三下牽伸機構(gòu)上在前上羅拉前加裝一根與前膠輥同為Φ36mm的膠輥,其與前羅拉中心距為34.01mm,為此,該機型前羅拉直徑由35mm增大為4.5mm,使導(dǎo)向輥的安裝較為寬舒,并能獲得較高的出條速度。導(dǎo)向輥能較好地改變輸出條子方向,由與喇叭口軸線相差90°減小到30°以下,利于高速條子順利通過喇叭口,縮短了輸出距離,減少了機前涌頭現(xiàn)象和意外牽伸,還有利于高速牽伸的穩(wěn)定。
(3)四上四下壓力棒曲線牽伸,是在三上三下的基礎(chǔ)上增加一根羅拉和膠輥,從而形成三個區(qū)域,其后區(qū)為低牽伸區(qū),前區(qū)為主牽伸區(qū),而中區(qū)為微張力牽伸區(qū)。這種設(shè)計改善了前區(qū)的后膠輥和后區(qū)的前膠輥的工作條件,使前區(qū)的后膠輥主要起握住作用,后區(qū)的前膠輥主要起牽伸作用,使牽伸過程中的受力狀態(tài)較為合理,可獲得較好的握持效果,利于穩(wěn)定條干質(zhì)量。
(4)四上四下壓力棒加導(dǎo)向輥曲線牽伸,是在前膠輥前加裝一根相同直徑34mm的膠輥作為導(dǎo)向輥,從而減小輸出條進入喇叭口的角度,該機設(shè)計5根上膠輥均為Φ34mm,四根羅拉同為Φ35mm,雖減少了規(guī)格和備件,方便了管理,但導(dǎo)向輥過于靠近前膠輥,其在前羅拉上的包圍弧較短,對高速輸出須條的控制有一些影響。
(5)牽伸形式特點比較。
·從提高牽伸過程穩(wěn)定性講,四上四下壓力棒曲線牽伸是獲得好評的形式之一。
·從并條機不斷提高設(shè)計速度講,如何穩(wěn)定條干質(zhì)量在較高的水平,選用當(dāng)前較適宜的牽伸形式則顯得更加重要。
·壓力棒的材質(zhì)、斷面幾何形狀、安裝位置、防塵、除塵等均為牽伸系統(tǒng)的重要組成部份,必須重視。
·導(dǎo)向輥是并條機在高速前提下出現(xiàn)的附加裝置,使用趨勢明顯。
3.2對羅拉的要求
(1)在牽伸機件中,前羅拉的實開線速度已達到400m/min的高速,其機械振動也會加大而產(chǎn)生機械波,影響牽伸握持的穩(wěn)定性,導(dǎo)致須條出現(xiàn)牽伸波,使條干質(zhì)量下降。
(2)羅拉聯(lián)接端面跳動及工作外圓跳動其制造應(yīng)<0.008mm的內(nèi)控標準,達到不出現(xiàn)機械波的要求。
(3)羅拉應(yīng)有較高的彎曲剛度和足夠的扭曲剛度其表面精度高、光潔度高、轉(zhuǎn)動要平穩(wěn)。
3.3加壓特點
加壓方式目前多數(shù)采用彈簧搖架,其結(jié)構(gòu)簡單、成本低、操作方便、易維護。。
3.4膠輥
膠輥是紡紗工程中最為重要的器材之一,在高速、重壓下運轉(zhuǎn),會產(chǎn)生靜電、溫升、中凹變形、易纏花等缺陷。
4自調(diào)勻整系統(tǒng)
4.1并條機勻整系統(tǒng)均采用開環(huán)式
即檢測在前,勻整在后。喂人部分檢測,國產(chǎn)機都采用凹凸羅拉,由位移傳感器將位移量轉(zhuǎn)變?yōu)殡娦盘栞斎胗嬎銠C中與設(shè)置的標準量比較,計算出差值并存儲,當(dāng)被測量的棉條到達變速點時,輸入信號經(jīng)計算機處理,調(diào)整伺服電機轉(zhuǎn)速,經(jīng)差速器與主機速度合成,控制牽伸系統(tǒng)變化,從而改變后(或前)區(qū)牽伸倍數(shù),修正了喂人條子的重量偏差。勻整的主要性能為勻整片段1.5cm;勻整精度±1%;勻整范圍±25%。
4.2棉條“在線”監(jiān)控
由圈條壓輥上方的監(jiān)測傳感器持續(xù)、準確、快速地測量輸出棉條的質(zhì)量經(jīng)計算機進行控制,并在面板顯示出條的質(zhì)量。勻整精度可達到≤l%,超限自動停機。DV2-AL采用國家專利鐘擺式壓輥羅拉搭配重量傳感器,控制和顯示輸出棉條質(zhì)量,達到勻整精度要求。
4.3雙眼并條機的自調(diào)勻整系統(tǒng)
采用二套勻整裝置,二眼分別進行有效控制。其勻整裝置可配瑞士烏斯特USG或國產(chǎn)航空總公司613所BYD,二者性能上均能滿足勻整范圍。
(1)控制一羅拉的主電動機是由一個由變頻器驅(qū)動的變頻電動機,這樣由PLC通過串行通信的方式對其進行速度控制,可根據(jù)需要實現(xiàn)起動的無級變速。
(2)二羅拉與三羅拉通過齒形帶相連,完成有著固定牽伸比的預(yù)牽伸,二羅拉由一個伺服電動機進行拖動,同時在一羅拉主軸上設(shè)置一個編碼器,該編碼器與拖動二羅拉的伺服電動機控制器相連,通過對該控制器的參數(shù)的設(shè)置,利用其電子齒輪的功能,使得無論一羅拉速度高低,二羅拉與一羅拉的牽伸比始終保持設(shè)定的一個比例關(guān)系。
(3)拖動二羅拉的伺服電動機由PLC通過一定的控制算法,經(jīng)過與控制器的串行通信實現(xiàn)其調(diào)速。
(4)凹凸檢測羅拉通過一個放大裝置,將位移放大,還安裝有一個位移傳感器。同時在檢測羅拉的旁邊放置一個脈沖信號發(fā)生器,當(dāng)檢測羅拉轉(zhuǎn)過一定的角度,即棉條經(jīng)過一定的位移后,發(fā)出一個脈沖,實現(xiàn)其定長檢測控制,克服以前定時檢測在速度不穩(wěn)定時,計算勻整延時困難的不足。脈沖信號發(fā)生器通過一個串口和PLC實現(xiàn)通信。
(5)在整個并條機的過程控制、故障診斷、紅外線自停及簡單的日常數(shù)據(jù)處理仍由PLC實現(xiàn),由PLC統(tǒng)一協(xié)調(diào)整個自調(diào)勻整系統(tǒng)。
勻整系統(tǒng)參見圖1。
1.凹凸羅拉
5.伺服電機
6.齒輪箱
7.位移傳感器
8.轉(zhuǎn)速器
9.變速傳感器
10.喇叭口
11.前置放大器
12.壓輥速度傳感器
5、電氣控制系統(tǒng)分析與設(shè)計
5.1電氣控制選型
選用臺達可編程控制器PLC,觸摸屏控制,實現(xiàn)人機對話。觸控式控制面板能顯示相關(guān)運轉(zhuǎn)數(shù)值,能在運轉(zhuǎn)狀態(tài)下設(shè)定輸出速度,能對異常警報斷電記憶,方便管理。方便調(diào)整及檢測。采用變頻調(diào)速,減少皮帶輪變換,解決開關(guān)車時瞬間條干惡化。
在牽伸機件中,前羅拉控制采用5.5KW變頻器;電磁剎車方式;
吸風(fēng)電機:0.75KW.一般直接驅(qū)動無須變頻器,啟動可能有一定的噪音.
后羅拉控制,大多設(shè)備并無控制,前后羅拉位置相對固定,需要機械調(diào)整羅拉支架滑塊.現(xiàn)在也有在后羅拉處用一顆1KW伺服控制后羅拉的位置,增加1個旋編檢測位置.
5.2自動換桶
自動換桶并條機提高自動化程度能減輕操作工的勞動強度,普遍采用定長,主機停車,積極式斷條,換桶電機啟動經(jīng)機械傳遞回轉(zhuǎn)推桿。推出滿桶,送進空桶并定位,主機啟動后完成換桶過程。
滿桶后,圈條盤出口自動定位,主機停車,依次換桶電機啟動帶動弧形推桶板推出滿桶、斷條、推桶板退回;轉(zhuǎn)臂電機啟動使轉(zhuǎn)臂向下旋轉(zhuǎn)90°;推動電機再啟動,通過轉(zhuǎn)臂將滿桶繼續(xù)外推;補桶電機通過傳動由撥盤將空桶送至預(yù)定位置,撥盤退回;推動電機經(jīng)轉(zhuǎn)臂將空桶拉到底盤上;轉(zhuǎn)臂電機使轉(zhuǎn)臂上旋90°,最后主電機啟動。完成全部換桶過程只需30多秒。該過程由PLC控制,保證了換桶的可靠性。
5.3潔與吸風(fēng)
(1)上清潔形式有回轉(zhuǎn)絨套、金屬鋼棒、浮動清潔棒、清潔桿等。通過上吸風(fēng)將其聚集的花衣吸人棉箱,達到清潔上羅拉的要求。
(2)下清潔形式有丁晴刮圈、單皮圈往復(fù)、橡皮片等,并通過下吸風(fēng)口將花衣吸入風(fēng)箱,能有效的除去棉條中的雜塵。
(3)吸風(fēng)裝置均獨立設(shè)計、使用,自成系統(tǒng),配備1.5KW左右的2級電機,提高了傳動的可靠性。吸棉箱設(shè)計有積極式自動剝棉裝置,并附有貯棉倉;FA311增加刮棉箱;也有采用渦流排風(fēng)方式。均使金屬過濾網(wǎng)表面不積花衣和粉塵,達到氣流暢通,滿足吸風(fēng)要求。
5.4喂入與自停
(1)導(dǎo)條方式多數(shù)機型采用高架積極式,高度可調(diào)。導(dǎo)條羅拉已由一端支撐發(fā)展為雙支撐,減少振動、適應(yīng)高速。導(dǎo)條羅拉由鍍鉻光面向鋁合金溝槽發(fā)展,精度提高,重量減輕。
(2)電氣自停已逐步被光電自停替代,光電從二路自停向多路自停發(fā)展。采用光電與八路檢測雙保險,能保證斷條、缺條立即停車。
繞皮輥、涌頭、壓輥繞花、滿桶等均設(shè)計有自停裝置,罩殼設(shè)有安全連鎖機構(gòu),同時用相應(yīng)的有色燈顯示,方便操作處置。
FA311F 型高速并條機綜合國內(nèi)外同類型的優(yōu)點,主電機采用變頻調(diào)速器,該機采用先進的觸摸式人機界面,動作控制和數(shù)據(jù)計算采用PLC控制,變頻器頻率給定也通過通訊方式,進行工藝參數(shù)設(shè)置和編程.主牽伸形式采用四上四下附導(dǎo)向皮輥牽伸形式,上清潔可先用浮動金屬棒裝置,工作穩(wěn)定可靠,適紡纖維品種廣泛,輸出速度可達 600-800M/min 。
主電機采用變頻調(diào)速,起動平穩(wěn)。可編程控器( PLC )與人機界面聯(lián)為一體,完成該機的邏輯控制與故障診斷功能。抗干擾能力強,運轉(zhuǎn)可靠.通過觸摸式人機界面,可方便設(shè)定各種工藝參數(shù)。
5.5工藝計算
(1)產(chǎn)量計算
壓輥輸出速度(米/分)
V=∏×d×n×D0/(1000×d0)
其中:n-主電機轉(zhuǎn)速
d—壓輥直徑
D0:電機皮帶輪直徑
d0:壓輥傳動軸皮帶輪直徑
理論產(chǎn)量:
Q0=2*60V*Q/5000=0.024VQ(公斤/臺時)
QL0=2*60V/1000=0.012V(千米/臺時)
(2)張力牽引
給棉羅拉~導(dǎo)條羅拉張力=51*70*27/50*28*I
I---給棉張力壓
后羅拉~給棉羅拉間張力牽引=77*35/54*51
壓輥~前羅拉張力牽引=27*51/39*35
圈條盤~壓輥張力牽引=COI DIA*24*15*D*39/51*55*22*39*57-1/COIL NO
其中:
D---圈條張力牙
COIDIA—圈繞直徑
COIL NO---圈繞數(shù)
(3)系統(tǒng)框圖(圖2)
典型的臺達機電產(chǎn)品套餐,具體配置為:
PLC:DVP24ES00R2
HMI:DOPA57GSTD
AMD:VFD055M43A
圖2 系統(tǒng)框圖
可編程控制器選用臺達DVP24ES00R2
該機種為臺達標準功能主機,具有以下特點: 2個通訊口,內(nèi)建高速輸入/輸出,•30KHz高速計數(shù)器、20KHz脈波輸出,豐富的指令,功能強大,超穩(wěn)定的電氣特性,最佳性價比。
程序動作流程:
中途故障情;
5.7電氣原理設(shè)計
(1)電氣原理設(shè)計參見圖3。
圖3 電氣原理設(shè)計
(2)PLC的I/O表
輸入地址:
X0 轉(zhuǎn)速脈沖 X1 停止/復(fù)位
X2 啟動按鈕 X3 機后復(fù)位
X4 熱保護 X5 擁花
X6 羅拉纏綿1 X7 羅拉纏綿2
X10 羅拉纏綿3 X11 羅拉纏綿4
X12 機后斷條前 X13 機后斷條中
X14 機后斷條后 X15 安全門(左)
X16 安全門(中) X17 安全門(右)
X20 桶到位 X21 探位檢測
X22 后備桶左 X23 后備桶右
輸出地址:
Y0 主電機 Y1 吸風(fēng)電機
Y3 剎車 Y4 紅燈
Y5 綠燈 Y6 黃燈
Y7 白燈
5.8人機界面設(shè)計
(1)采用臺達DOPA57GSTD
·ARM9 CPU, 202.8Hz
·320 * 240 畫素
·圖形 & 文字顯示
4 個功能鍵
·3M Flash Memory存放應(yīng)用、宏、配方及系統(tǒng)數(shù)據(jù)系統(tǒng)占用1M、配方最大容量64K
·256K bytes SRAM存放歷史數(shù)據(jù)240K、警報數(shù)據(jù)8K
·2個串行通訊端口
·USB 1.1 高速下載規(guī)劃程序
·支援SMC卡
·輸入電壓直流24V
·觸控屏幕符合IP65規(guī)格
(2)人機與PLC通訊采用rs232 com1,modbus ASCII/9600/7/1/even mode
人機觸模屏上顯示出條長度,出條速度,班產(chǎn),單桶長度等, 設(shè)定速度和時間,可以設(shè)定4個班次,進行產(chǎn)量統(tǒng)計,監(jiān)控系統(tǒng)狀態(tài),實時報警;
具體規(guī)劃如下
(3)主畫面
單筒定長:顯示當(dāng)前滿筒設(shè)定長度。
剩余長度:顯示當(dāng)前單筒運行剩余長度(單通倒計數(shù))。
運行長度:顯示當(dāng)前單筒運行實際長度(單筒正計數(shù))。
右邊班產(chǎn):顯示當(dāng)前班實時累計產(chǎn)量。總產(chǎn)顯示四班當(dāng)前實時累計產(chǎn)量之和。
主畫面下方有一橫行觸摸按鍵任務(wù)欄,從左到右分別是監(jiān)控,設(shè)定,班次,警報,I/O,維護共六個觸摸子菜單,分別按下該觸摸鍵進入各自功能。右邊還有強制換筒鍵。
右上方顯示日期和時間。
(4)監(jiān)控畫面
按一下監(jiān)控鍵進入下面監(jiān)控屏畫面,按回主畫面鍵返回主屏。此畫面直觀模擬顯示并條機整體運行狀態(tài)。故障點的燈白表示正常,灰色表示故障該點處理。
斷條指示燈亮表示喂入斷條故障。
纏綿后有四個指示燈分別對應(yīng)搖架自停微動開關(guān)S4-S7,當(dāng)哪一個搖架自停臂因纏繞上下羅拉而抬起時,對應(yīng)指示燈亮。便于故障處理。
擁花指示燈常亮表示機前擁花或堵斜管。
滿筒指示燈常亮表示正常滿筒停車。閃亮表示超定長引起停機。
門開關(guān)三個指示燈分別表示左門,中門,右門,如果哪個門打開,對應(yīng)指示燈變亮表示故障。
熱保護指示燈亮表示變頻器故障或風(fēng)機熱保護,不亮表示正常。
主電機和風(fēng)機指示燈亮分別表示主電機和風(fēng)機正在運行。不亮表示沒有運行。
此屏塔燈指示燈狀態(tài)表示和車頭塔燈指示燈狀態(tài)一致,表示相同狀態(tài)。功能如下:
·紅燈 常亮:表示纏繞上下羅拉;
閃亮:表示機前擁花或堵集棉器和斜管;
·綠燈 常亮:表示機后斷條;
閃亮:表示無備用空桶(自動換筒用);
·黃燈 常亮:表示正常滿桶停機;
閃亮:表示超定長引起停機;
·白燈 常亮:表示正常處于待機狀態(tài);
閃亮: 表示安全門未關(guān)閉好;
·紅燈和綠燈同時閃亮:表示該機風(fēng)機熱保護動作或變頻器故障,請找電工查明原因,若屬變頻器故障請斷電停三分鐘后再送電,故障可能復(fù)位。若不能復(fù)位,請找專家排除。
班產(chǎn)畫面.
6總結(jié)
系統(tǒng)以前使用單板機控制,數(shù)碼顯示,系統(tǒng)操作界面麻煩,電路不穩(wěn)定經(jīng)常更換電路板。現(xiàn)在應(yīng)用臺達的人機界面,ES系列可編程控制器,變頻器,編碼器在并條機控制均有高性能的表現(xiàn),也體現(xiàn)了在OEM上臺達的優(yōu)勢, 貯存和顯示內(nèi)容廣泛,自調(diào)勻整,張力控制,輕松實現(xiàn)系統(tǒng)功能。
免責(zé)聲明:本文僅代表作者個人觀點,與電源在線網(wǎng)無關(guān)。其原創(chuàng)性以及文中陳述文字和內(nèi)容未經(jīng)本站證實,對本文以及其中全部或者部分內(nèi)容、文字的真實性、完整性、及時性本站不作任何保證或承諾,請讀者僅作參考,并請自行核實相關(guān)內(nèi)容。
本文鏈接:臺達機電產(chǎn)品在高速并條機的應(yīng)用(圖)
http:x5a5.com/news/2006-4/200648144038.html
http:x5a5.com/news/2006-4/200648144038.html


